15888661253 15067679715


無機浸滲劑由若干種無機物組成,例如硅酸鈉等。而有機浸滲劑(Impregnant Sealant)則是由幾十種有機物調配而成的液態物質,其主要用于對出現微孔缺陷的鑄件或粉末冶金件進行封閉處理(Metal Impregnation)。起初,人們使用的是無機浸滲劑來進行浸滲處理,但隨著技術的發展,后來研制出了有機浸滲劑。由于有機浸滲劑具有諸多顯著優點,所以許多企業都選擇用有機浸滲劑取代了無機浸滲劑。有機浸滲劑經歷了三次升級換代,如今廣泛應用的是第二代和第三代有機浸滲劑。因無機浸滲劑的浸滲效果欠佳,其使用量大幅減少,不過由于淘汰浸滲設備以及浸滲劑成本較高等原因,在國內以及一些發展中國家的部分企業中仍在使用無機浸滲劑。隨著社會經濟的持續進步,其使用將會逐漸減少。
無機鑄件浸滲補漏劑(無機鑄件密封膠)在耐熱性能方面要比有機鑄件浸滲密封劑更強一些,因此在某些特定情況下,還無法完全用有機鑄件浸滲補漏劑來替代無機鑄件密封膠。浸滲劑還有許多其他非正式的稱呼,如鑄件補漏劑、鑄件補漏液等,由于很多廠家之前并未接觸過浸滲補漏,所以還有諸如鑄件補漏膠、鑄件密封劑、鑄件密封膠等別稱。
二、浸滲劑(含浸液)的性能及其要求:
1、浸滲劑的基本性能要求:需要對鑄造缺陷具備良好的滲透性,同時浸滲劑還應具備無毒、無污染、不易燃、穩定性好等特性。當浸滲劑固化后,應與鑄件形成堅固的整體,且浸滲劑固化物要具有良好的耐熱、耐酸堿腐蝕、耐溶劑、不可逆性(不會變回浸滲劑液體或膏體)以及與基體較為接近的力學性能。
2、浸滲劑的新性能要求:除了上述基本要求外,由于浸滲已成為許多工廠企業生產過程中的一道關鍵工序,所以在浸滲效率、節能降耗等方面要有出色的表現。具體來說:
新要求 1:容易清洗,需在 3 分鐘之內清洗掉殘留的浸滲劑,包括螺絲孔內的殘留。
新要求 2:固化時間短,要在 10 分鐘內完成固化。
新要求 3:浸滲劑消耗量少,工件上殘留的浸滲劑要少。
三、新一代有機浸滲劑(第三代):
為了滿足上述這 3 點新要求,1992 年在日本成功研制出了第三代有機浸滲劑,目前其是最為先進的,生產廠家相對較少,但很多知名大企業都在使用,完全滿足了上述新要求。
四、第三代有機浸滲劑與無機浸滲劑的比較:

以第三代有機浸滲劑匯毅 901 為例,HY-901 是 1992 年在日本工作期間研發成功并投入商用的,之后回國進行國產化。
總之,盡管無機浸滲劑的價格比有機浸滲劑便宜 10 倍,但從總體成本來看,無機浸滲劑的成本是較高的。不過,對于那些工作溫度長期連續在 250℃-300℃的耐熱零部件,只能使用無機浸滲劑。而在其他情況下,特別是在批量生產時,應該優先選用有機浸滲劑。
含浸劑的其他別稱:在國內,浸滲劑的稱呼可謂是五花八門、種類繁多,比如鑄件氣孔密封劑、鑄件縮孔疏松補漏劑、鑄件縮孔補漏液、鑄件補漏膠、鑄件針孔密封膠、鑄件氣孔封閉膠液劑等。
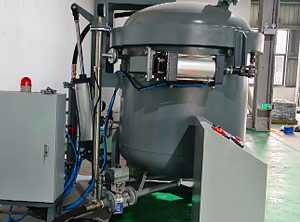
澤豐浸滲位于浙江省臺州市。隨著汽配行業的不斷發展,對鋁鑄件的氣密性要求持續提高。公司引進了國內先進的金屬件密封加工中心,配合進口穩定的有機浸滲液以及先進的加工工藝,能夠為汽車零部件制造商、壓力元器件制造商、衛浴水龍頭生產商等提供優質的浸滲加工服務,助力相關行業的發展與進步。

電話:15888661253 手機:15067679715
公司地址:浙江省臺州市臺州灣新區甲南大道2999號2幢1樓110室 郵箱:372654490#163.com
Copyright ? 2022 臺州澤豐精密機械有限公司 浙ICP備2024085740號 XML地圖 臺州網頁設計
服務地區:立足于浙江臺州,省內主要服務于杭州、臺州(包含椒江、路橋、黃巖、天臺、三門、仙居、臨海、溫嶺、玉環等地)、溫州、金華、麗水、嘉興、嘉善、湖州等地,浙江省外主要服務于江蘇、河南、江西、山東等周邊省份。