15888661253 15067679715

在工業生產中,浸滲工藝和浸漬工藝是兩種常見的處理方法,它們在原理、應用和效果等方面存在著顯著的區別。浸滲工藝與浸漬工藝的主要區別在于它們的操作方式、?適用對象、?以及所能達到的效果。?

浸滲工藝主要是用于密封鑄件或粉末冶金件的微孔、裂縫等缺陷,從而提高零件的耐壓性和密封性。其原理是通過在真空環境下將浸滲劑注入到零件的孔隙中,然后經過固化處理,使浸滲劑填滿孔隙,形成一個密封的結構。浸滲劑通常具有良好的流動性和滲透性,能夠深入到微小的孔隙中。例如,汽車發動機的缸體、缸蓋等鑄件,在生產過程中可能會產生微小的孔隙或裂縫,如果不進行處理,在使用過程中可能會出現漏油、漏水等問題。通過浸滲工藝,可以有效地解決這些潛在的缺陷,提高零件的質量和可靠性。
浸漬工藝則更多地應用于對材料進行改性或賦予其特定的性能。例如,將纖維材料浸漬在樹脂中,以增強其強度和耐腐蝕性;或者將木材浸漬在防腐劑中,以提高其耐久性和防蟲蛀能力。浸漬工藝的原理是讓材料充分吸收浸漬液,使浸漬液中的有效成分在材料內部均勻分布。在浸漬過程中,材料與浸漬液之間會發生物理或化學作用,從而改變材料的性能。

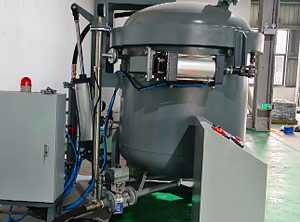
浸漬式涂裝前處理方法是涂裝前處理常用的最簡單的工藝方法之一。它只需要幾個能夠加熱溶液的槽即可,槽的容積可大可小,從實驗室的容積為1L的槽到處理汽車的100m3的槽(甚至更大的)都可以,使用的溫度范圍也更寬,工藝選擇十分方便。其過程是將被處理的工件浸漬在盛有槽液的涂裝前處理槽中經過一定時間的化學反應來完成各工序的。
浸漬設備的典型工藝流程為:預脫脂-脫脂-水洗-水洗-表調-磷化-水洗-水洗-干燥
浸漬式方法與噴淋式方法相比其特點如下:
1. 槽液成分比較穩定,工藝可靠。
2. 復雜工件的各表面(如幾個槽部分等)均能得到處理,效果較好。
3. 設備結構簡單、制作容易、投資費用少、投產快。
4. 工藝時間較長。
5. 不適宜漂浮工件的涂裝前處理。
從工藝過程來看,浸滲工藝對真空環境的要求較高,以確保浸滲劑能夠充分進入孔隙,并且固化過程的控制也較為關鍵,需要保證浸滲劑能夠完全固化,達到良好的密封效果。而浸漬工藝的重點在于控制浸漬液的濃度、溫度和浸漬時間,以確保材料能夠充分吸收浸漬液,并達到預期的性能提升。
在應用領域方面,浸滲工藝主要用于機械制造、汽車工業等領域,以提高零件的質量和可靠性;浸漬工藝則廣泛應用于復合材料制造、木材加工、紡織等行業,以改善材料的性能和功能。
操作方式:?浸漬法是一種靜態提取方法,?而滲漉法是一種動態提取方法。?這意味著在浸漬過程中,?溶劑利用率較低,?有效成分浸出不完全;?相比之下,?滲漉法通過動態操作提高了溶劑利用率,?使得有效成分能夠更完全地被浸出1。?
適用對象:?浸漬法適用于黏性藥物、?無組織結構的藥材、?新鮮及易于膨脹的藥材;?而滲漉法則更適合于貴重藥材、?毒性藥材、?以及有效成分含量較低的藥材。?此外,?浸漬法不能直接制得高濃度制劑,?而滲漉法可以直接制得1。?
所能達到的效果:?浸漬法需要經過濾過才能得到澄清液,?而滲漉法不經濾過即可直接得到澄清的滲漉液。?這表明滲漉法在提取效率和純化方面具有優勢1。?
綜上所述,?浸滲工藝與浸漬工藝的主要區別在于它們的操作方式、?適用對象以及所能達到的效果。?滲漉法通過動態提取和較高的溶劑利用率,?提供了比浸漬法更高效的提取和純化效果。?
總的來說,浸滲工藝側重于修復和密封,而浸漬工藝側重于改性和賦予性能。盡管它們有所不同,但都在各自的領域發揮著重要作用,為提高產品質量和性能提供了有效的手段。
總結:以上就是關于《「浸滲加工」浸滲工藝與浸漬工藝的區別》的全部內容,希望對大家有所幫助。想了解更多有浸滲加工、浸滲設備、浸滲機械、浸滲液(劑)的相關內容,請收藏本站及時關注本站更新。澤豐浸滲官方網址:www.471924.com

電話:15888661253 手機:15067679715
公司地址:浙江省臺州市臺州灣新區甲南大道2999號2幢1樓110室 郵箱:372654490#163.com
Copyright ? 2022 臺州澤豐精密機械有限公司 浙ICP備2024085740號 XML地圖 臺州網頁設計
服務地區:立足于浙江臺州,省內主要服務于杭州、臺州(包含椒江、路橋、黃巖、天臺、三門、仙居、臨海、溫嶺、玉環等地)、溫州、金華、麗水、嘉興、嘉善、湖州等地,浙江省外主要服務于江蘇、河南、江西、山東等周邊省份。